
热门新闻
HOT NEWS

科技动态
Technology News
日本产综研丁醇提纯通过膜分离使浓度一举提高到80%
日经BP社记者 浜田基彦 / 时间:2011-02-18 17:25:08
据技术在线2011年2月18日讯 日本产业技术综合研究所的环境化学技术研究部门开发出了一种节能型生物丁醇(Biobutanol)提纯技术,利用该技术可从质量百分比约为1的低浓度1-丁醇(以下称为丁醇)水溶液中回收浓缩至质量百分比达到80以上的丁醇(图1)。以生物资源为原料的生物丁醇与已广泛普及的生物乙醇一样,是一种碳中和(Carbon Neutral)物质,因此有望作为汽车用的替代燃料。
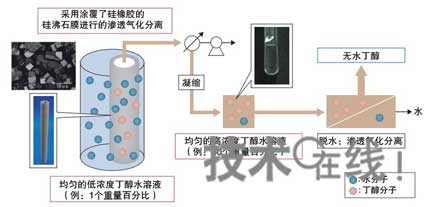
图1.此次开发的采用分离膜对低浓度丁醇水溶液进行丁醇无水化的系统
丁醇的单位重量发热量为34MJ/kg,与乙醇的27MJ/kg相比大了约26%,按单位容积发热量则大了约31%。因此,在搬运及储藏成本以及燃料罐的设计等方面具有优势。另外,乙醇与汽油混合放入燃料罐中时,存在着吸收湿气后从汽油中分离的问题,如果采用丁醇则可避免这些问题。
生物乙醇还存在着制造过程中排出大量废弃物的问题。在构成纤维素类生物质的主要糖分C6糖及C5糖中,利用酵母发酵来制造乙醇时,C5糖不能得到利用。这样一来,不仅所得到的能量减少,而且C5糖也变成了废弃物。与此不同,如果采用可生产丁醇的菌类,那么C6糖及C5糖这两种糖分都可得到利用,从而消除浪费。
不过,生物丁醇有一个较大的弱点。一般情况下,通过发酵获得的丁醇的浓度为0.5~1.5个质量百分比,就是说比乙醇的浓度低了1个数位级。要想制成液体燃料,就必须对其进行浓缩及脱水,为此便会消耗能量。
为了进行浓缩,蒸馏比较直截了当,但这种做法需要许多能量。例如,要纯粹通过蒸馏将丁醇水溶液的质量百分比从1提高到99.9,那么平均每公斤丁醇需要37MJ的能量。由于燃烧丁醇所得到的能量为34MJ/kg,因此,提纯所需的能量更多。
为了减少用于浓缩的能量,世界各国正试图通过膜分离法(渗透气化法)浓缩丁醇。具体做法是,在疏水性分离膜的一侧供给低浓度丁醇水溶液。由于膜具有疏水性,因此,水无法通过,只有丁醇渗透过去。对另一侧进行减压,使渗透过来的丁醇发生气化,从而予以分离及回收。与纯粹进行蒸馏相比,可以较少的能量实现浓缩。
在美国的大学中,采用硅橡胶造的分离膜将丁醇水溶液(50℃)的质量百分比从1提高到37的研究正在推进之中。另外,德国一家研究机构已能够利用含有硅沸石(Silicalite)粉末的硅橡胶分离膜将丁醇水溶液浓缩到质量百分比为53。
然而,这些方法都存在着后工序复杂的问题。丁醇浓度为8~80个质量百分比的水溶液中,会分离出丁醇中溶解有少量水的溶液相(上层)以及水中溶解有少量丁醇的溶液相(下层)(图2)。37%及53%恰在该范围内。
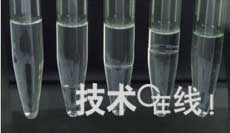
图2.丁醇水溶液的液相分离
左起分别为:质量百分比为6.9的丁醇水溶液(均一相)、
总体丁醇浓度为29.7个质量百分比的丁醇水溶液(2相分
离)、质量百分比为50.2的丁醇水溶液(2相分离)、质
量百分比为69.8的丁醇水溶液(2相分离)、质量百分比
为79.8的丁醇水溶液(均一相)。浓度低时及浓度高时,
本文中两端的丁醇水溶液都没有发生分离。
左起分别为:质量百分比为6.9的丁醇水溶液(均一相)、
总体丁醇浓度为29.7个质量百分比的丁醇水溶液(2相分
离)、质量百分比为50.2的丁醇水溶液(2相分离)、质
量百分比为69.8的丁醇水溶液(2相分离)、质量百分比
为79.8的丁醇水溶液(均一相)。浓度低时及浓度高时,
本文中两端的丁醇水溶液都没有发生分离。
因此,作为使透过分离膜的液体中丁醇浓度达到100%的后工序,必须有分别适用于高浓度丁醇及低浓度丁醇的设备,整个设备因而变大(图3)。另外,要对低浓度丁醇进行浓缩,需要使用许多能量。
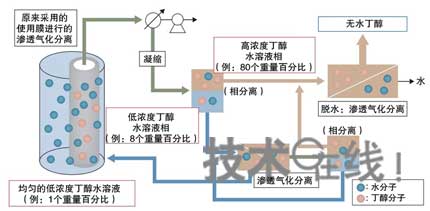
图3.以前采用的使用分离膜对低浓度丁醇水溶液进行丁醇无水化的系统
由于对分为两种液相的丁醇水溶液分别进行处理,因此后工序变得复杂。
由于对分为两种液相的丁醇水溶液分别进行处理,因此后工序变得复杂。
日本产业技术综合研究所合成出了具有较高的乙醇选择透过性的硅沸石造分离膜(图4)。硅沸石是沸石的一种,其所有构造均由SiO2(二氧化硅)构成。其结晶中具有直径约为0.6nm的细孔,由于不含Al(铝),因此疏水性较高。要在这种硅沸石膜上涂覆硅橡胶。
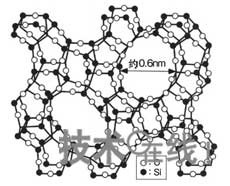
图4.硅沸石构造
由于具有约为0.6nm的细孔,疏水性较高,因而被渗透气化法所采用。
由于具有约为0.6nm的细孔,疏水性较高,因而被渗透气化法所采用。
日本产业技术综合研究所不断改变硅沸石膜原料凝胶的合成温度及搅拌时间等成膜条件进行实验,成功制出了可将丁醇水溶液的质量百分比从1一举提高到82的分离膜。
既然从分离膜流出的丁醇达到了80%以上的浓度,便不会再分离出高浓度丁醇及低浓度丁醇。只需对浓缩后的均一液相的丁醇进行脱水,即可得到无水丁醇,后工序的分离及提纯系统因而可得到大幅简化。
另外,能量的消耗量也会减少。从透过膜流出的水溶液的浓度越低,后工序所使用的能量越多,最终,总体的能量消耗量便增加了(图5)。与此形成对照,如果浓度提高到82%,则可减少后工序的能量消耗量。
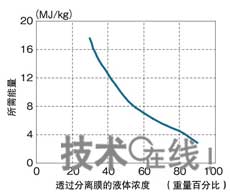
图5.采用渗透气化法生产丁醇时所需的能量
如果透过分离膜的液体浓度较低,则所需能量增加。
如果透过分离膜的液体浓度较低,则所需能量增加。
如果通过分离膜将丁醇浓缩到82%,则所需总能量方面相当于平均每kg丁醇为4.3MJ。这意味着只要投入丁醇所拥有能量的约13%的能量就能生产丁醇。这与采用硅橡胶制分离膜时相比减少了约70%,与采用含有硅沸石粉末的硅橡胶制分离膜时相比减少了约50%。由此,生物丁醇的价格竞争力大大提高,作为汽车用燃料的潜力日渐显现。
本文中5张图表均由日本产业技术综合研究所提供。